


對煙氣流量計制造過程進行優化設計
點擊次數:1933 發布時間:2021-01-08 05:53:59
摘要:為進一步提升選煤廠對細煤顆粒的浮選效果,減少環境污染,對原有煙氣流量計制過程進行優化設計。在簡要介紹浮選原理的基礎上,給出優化后的煙氣流量計制造工程系統設計,并重點對加藥量控制、給礦濃度控制以及給礦量控制進行重點設計與分析。優化后的煙氣流量計制造方案在原選煤廠進行工業試驗,應用結果表明,優化方案的浮選指標(藥劑消耗、抽出率、灰分)均有明顯提升,系統運行穩定可靠,*大地降低了工人的勞動強度,具有較好的經濟價值,值得推廣。
引言
國內選煤廠設備大型化以及采煤機械化的不斷發展,使得細粒煤粉不斷增多。粉煤的粒度越細,給選煤工作帶來的難度也 就 越 大,對選煤方法也就提出更高的要求。浮選法主要用于細顆粒煤泥的分選,根據礦物原料表面性質的差異,調節加藥量、給礦量、給礦濃度等參數,將細顆粒礦物礦漿分離成滿足控制要求的精礦和尾礦,實現礦物分 選。傳統選煤廠的浮選工作停留在人工手動操作階段,工人依據經驗,對浮選過程進行觀察和操作,并達到一個滿意的浮選效 果。國內外對礦物浮選的研究較多,如國外對浮選柱的研究起源于1915年,到20世紀80年代各種新型浮選柱層出不窮,并在浮選藥劑、空氣發生器等方面有較大改善和發展。國內對浮選柱的研究于20世紀50年代開始,并研制出自己的浮選柱,高度越來越低、充氣方式逐步完善、礦化方式多樣化。浮選過程具有滯后性和慣性,且是一個時變系統,控制過程中需要協調的變量較多,單純依靠人工經驗無法達到浮選指標。為進一步提高細煤顆粒的分選效果,減少環境污染,必須對現有的煙氣流量計制造進行優化設計。
1浮選原理簡介
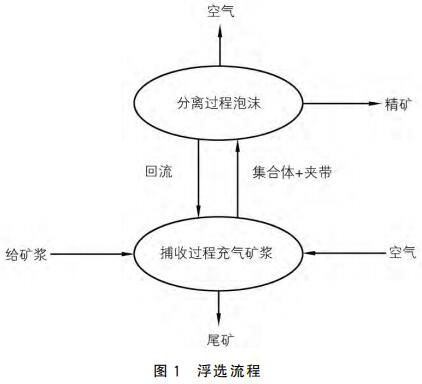
浮選是依據礦物原料表面的化學性質,向待浮選的礦漿中加入浮選藥劑和空氣,使其與礦漿充分融合,并根據各礦物原料的黏附程度的不同,分選出不同的礦物。浮選過程一般分為礦漿碰撞、黏附、上浮以及精煤溢出四個階段。礦物原料在浮選藥劑的作用下,與 空氣發生器產生的小氣泡發生充分碰撞,進行礦物捕集。利用礦物間的疏水特性,礦物粘附于氣泡表面,氣泡不斷上浮,形成精礦泡沫層,精礦溢出浮選柱;由于尾礦的親水特性,尾礦沉入底部并排出。浮選流程如圖1所示。
2系統設計
煙氣流量計制造過程系統設計如圖2所示,由上位機、 PLC控制器以及外部元器件組成。上位機用于顯示煙氣流量計制造過程狀態參數、系統參數以及故障信息的顯示;PLC控制器是該系統的核心,以通信方式將浮選過程各數據信息傳送給上位機,與系統外接的各傳感器、流量計、泵以模擬量輸入/輸出擴展模式進行數據采集。
外部元器件中的用于模擬量輸入信號采集的壓力傳感器測量泡沫層液位高度,泡沫層厚定義為液位低,泡沫層薄定義為液位高;科氏質量流量計用于檢測礦漿的濃度,其原理是根據科里奧利效應,即礦漿流經管子時會產生科里奧利力使其發生形變,根據礦漿質量流量和密度可得到礦漿濃度。為彌補科氏質量流量計安裝的不足,增加超聲波流量計和電磁流量計共同檢測礦漿濃度。用于模擬量輸出信號采集的外部元器件有變頻泵、離心式渣漿泵以及隔膜計量泵,分別用于尾礦控制、給礦控制以及給藥控制。
3自動控制過程分析
3.1 加藥量控制
加藥量控制過程是一個隨機動態過程,給定藥劑加藥量與礦漿流量以及礦漿濃度的關系如下:
G =K·Q·q(A -B·q) (1)
式中:G為原給定藥劑加藥量,kg/t;Q為礦漿流量, m3/h;q為礦漿濃 度,g/L;K為噸 煤 油 耗 量,kg/t,A 與 B 為經驗系數。
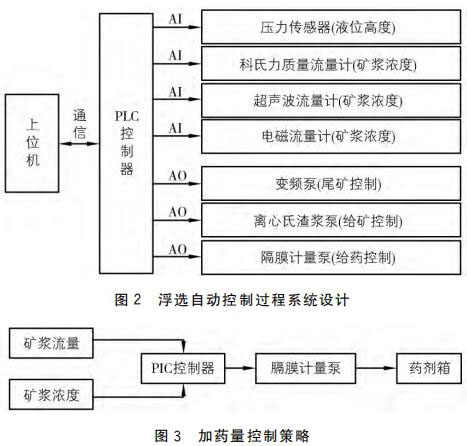
圖3中的礦漿流量與礦漿濃度分別由科氏質量流量計和超聲波流量計測得,并 以4~20mA 電流信號傳送給 PLC控制器。由 PLC控制器根據電流信號值計算出實際的礦漿濃度和礦漿流量值,對上述兩個值進行邏輯處理以及運算,得出實時加藥量。PLC 控制器將計算出的實時加藥量數據以4~20mA 的電流信號發送給隔膜計量泵,由其控制并實現加藥量過程的自動控制。
3.2 給礦濃度控制
給礦濃度控制策略采用常規的PID調節器實現,如圖4所示。在該控制系統中,給礦濃度設定值以及反饋的給礦濃度檢測值為PID調節器的輸 入,PID 調節器的輸出為變頻泵的頻率。該頻率可進行自動與手動兩種控制模式。以變頻控制方式對濃密機的底流泵進行精密轉速控制,即可控制濃密機排出的底流礦漿的濃度。
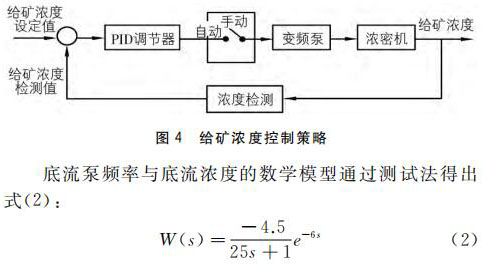
以式(2)為基礎,對礦濃度進行 PID調節控制,實時控制濃密機底流泵轉速,保證濃密機排出的底流礦漿濃度在合理區間。
3.3 給礦量控制
由于給礦量控制過程沒有滯后性干擾,因此其控制策略可用 PI調節器控制完成,如圖5所示。PI調節器的輸入為給礦量設定值以及反饋的給礦量檢測值,其輸出為調節閥的輸入。對調節閥的控制分為自動和手動兩種操作模式,即調節閥的開度既可以自動控制,也可以手動控制。
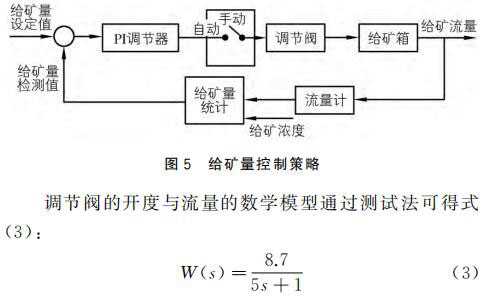
以式(3)為基礎,對給礦量進行 PI調節,實時控制調節閥的開度,并對給礦量進行精確控制。
4 應用情況
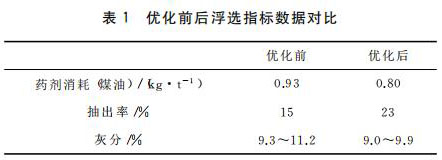
煙氣流量計制造過程優化設計完成后,在原選煤廠進行為期三個月的工業試驗,并對優化前后的浮選關鍵指標參數進行統計和分析。應用情況數據表明,經過優化設計的浮選自動控制系統,各關鍵浮選指標參數都有明顯提升,詳見表1
5 結語
提升并加快選煤廠浮選過程的自動化、智能化進程迫在眉睫,是進一步提升細煤分選效果、減少環境污染的必由之路。浮選過程的藥劑控制、給礦量流量/濃度檢測、空氣發生器控制、液位控制等方面都需要進一步展開研究。在后續的工作中,需要在硬件設備選 型、控 制 模型/算法優化、全過程的自動化/智能化以及遠程監控等方面進行更深入的研究。
管道煙氣流量計
電廠煙氣流量計
脫硝煙氣流量計,電廠煙氣流量計
脫硝煙氣流量計,不銹鋼煙氣流量計
靶式煙氣流量計,脫硝煙氣流量計
測煙氣流量計,脫硝煙氣流量計
鍋爐煙氣流量計在測量飽和蒸汽中對于生產效率的提升
電廠煙氣流量計,管道煙氣流量計
脫硝煙氣流量計在測量蒸汽時產生誤差的來源及解決
電廠煙氣流量計,測量煙氣的流量計
有效增加火電廠煙氣流量計使用壽命的日常維護方法說明
管道煙氣流量計在氣田生產中使用情況與計量問題分析
煙氣流量計在測量飽和蒸汽中對于生產效率的提升
煙氣流量計在電廠脫硝系統蒸汽耗量過大問題中的分析
工程設計中插入式煙氣流量計插入深度的選擇
淺談煙氣流量計在工業行業的應用
煙氣流量計的信號組成及處理與系統實現
對煙氣流量計制造過程進行優化設計
淺析電廠煙氣流量計在鉆井檢測系統方面的應用
淺析高溫煙氣流量計安全系統的開發與應用
關于熱式煙氣流量計的抗干擾與電磁兼容特性分析
脫硝煙氣流量計的原理選用及安裝維護與故障處理
脫硫煙氣流量計在電廠脫硝系統蒸汽耗量過大的問題分析
鍋爐煙氣流量計的信號組成及處理與系統試驗分析
關于管道煙氣流量計在汽輪機改造中的應用及安裝調試
電廠煙氣流量計的原理工作流程與運行參數及常見問題處理
高溫煙氣流量計
高溫煙氣流量計選型
脫硫煙氣流量計,高溫煙氣流量計
不銹鋼煙氣流量計,測煙氣流量用什么流量計
引言
國內選煤廠設備大型化以及采煤機械化的不斷發展,使得細粒煤粉不斷增多。粉煤的粒度越細,給選煤工作帶來的難度也 就 越 大,對選煤方法也就提出更高的要求。浮選法主要用于細顆粒煤泥的分選,根據礦物原料表面性質的差異,調節加藥量、給礦量、給礦濃度等參數,將細顆粒礦物礦漿分離成滿足控制要求的精礦和尾礦,實現礦物分 選。傳統選煤廠的浮選工作停留在人工手動操作階段,工人依據經驗,對浮選過程進行觀察和操作,并達到一個滿意的浮選效 果。國內外對礦物浮選的研究較多,如國外對浮選柱的研究起源于1915年,到20世紀80年代各種新型浮選柱層出不窮,并在浮選藥劑、空氣發生器等方面有較大改善和發展。國內對浮選柱的研究于20世紀50年代開始,并研制出自己的浮選柱,高度越來越低、充氣方式逐步完善、礦化方式多樣化。浮選過程具有滯后性和慣性,且是一個時變系統,控制過程中需要協調的變量較多,單純依靠人工經驗無法達到浮選指標。為進一步提高細煤顆粒的分選效果,減少環境污染,必須對現有的煙氣流量計制造進行優化設計。
1浮選原理簡介
浮選是依據礦物原料表面的化學性質,向待浮選的礦漿中加入浮選藥劑和空氣,使其與礦漿充分融合,并根據各礦物原料的黏附程度的不同,分選出不同的礦物。浮選過程一般分為礦漿碰撞、黏附、上浮以及精煤溢出四個階段。礦物原料在浮選藥劑的作用下,與 空氣發生器產生的小氣泡發生充分碰撞,進行礦物捕集。利用礦物間的疏水特性,礦物粘附于氣泡表面,氣泡不斷上浮,形成精礦泡沫層,精礦溢出浮選柱;由于尾礦的親水特性,尾礦沉入底部并排出。浮選流程如圖1所示。
2系統設計
煙氣流量計制造過程系統設計如圖2所示,由上位機、 PLC控制器以及外部元器件組成。上位機用于顯示煙氣流量計制造過程狀態參數、系統參數以及故障信息的顯示;PLC控制器是該系統的核心,以通信方式將浮選過程各數據信息傳送給上位機,與系統外接的各傳感器、流量計、泵以模擬量輸入/輸出擴展模式進行數據采集。
外部元器件中的用于模擬量輸入信號采集的壓力傳感器測量泡沫層液位高度,泡沫層厚定義為液位低,泡沫層薄定義為液位高;科氏質量流量計用于檢測礦漿的濃度,其原理是根據科里奧利效應,即礦漿流經管子時會產生科里奧利力使其發生形變,根據礦漿質量流量和密度可得到礦漿濃度。為彌補科氏質量流量計安裝的不足,增加超聲波流量計和電磁流量計共同檢測礦漿濃度。用于模擬量輸出信號采集的外部元器件有變頻泵、離心式渣漿泵以及隔膜計量泵,分別用于尾礦控制、給礦控制以及給藥控制。
3自動控制過程分析
3.1 加藥量控制
加藥量控制過程是一個隨機動態過程,給定藥劑加藥量與礦漿流量以及礦漿濃度的關系如下:
G =K·Q·q(A -B·q) (1)
式中:G為原給定藥劑加藥量,kg/t;Q為礦漿流量, m3/h;q為礦漿濃 度,g/L;K為噸 煤 油 耗 量,kg/t,A 與 B 為經驗系數。
圖3中的礦漿流量與礦漿濃度分別由科氏質量流量計和超聲波流量計測得,并 以4~20mA 電流信號傳送給 PLC控制器。由 PLC控制器根據電流信號值計算出實際的礦漿濃度和礦漿流量值,對上述兩個值進行邏輯處理以及運算,得出實時加藥量。PLC 控制器將計算出的實時加藥量數據以4~20mA 的電流信號發送給隔膜計量泵,由其控制并實現加藥量過程的自動控制。
3.2 給礦濃度控制
給礦濃度控制策略采用常規的PID調節器實現,如圖4所示。在該控制系統中,給礦濃度設定值以及反饋的給礦濃度檢測值為PID調節器的輸 入,PID 調節器的輸出為變頻泵的頻率。該頻率可進行自動與手動兩種控制模式。以變頻控制方式對濃密機的底流泵進行精密轉速控制,即可控制濃密機排出的底流礦漿的濃度。
以式(2)為基礎,對礦濃度進行 PID調節控制,實時控制濃密機底流泵轉速,保證濃密機排出的底流礦漿濃度在合理區間。
3.3 給礦量控制
由于給礦量控制過程沒有滯后性干擾,因此其控制策略可用 PI調節器控制完成,如圖5所示。PI調節器的輸入為給礦量設定值以及反饋的給礦量檢測值,其輸出為調節閥的輸入。對調節閥的控制分為自動和手動兩種操作模式,即調節閥的開度既可以自動控制,也可以手動控制。
以式(3)為基礎,對給礦量進行 PI調節,實時控制調節閥的開度,并對給礦量進行精確控制。
4 應用情況
煙氣流量計制造過程優化設計完成后,在原選煤廠進行為期三個月的工業試驗,并對優化前后的浮選關鍵指標參數進行統計和分析。應用情況數據表明,經過優化設計的浮選自動控制系統,各關鍵浮選指標參數都有明顯提升,詳見表1
5 結語
提升并加快選煤廠浮選過程的自動化、智能化進程迫在眉睫,是進一步提升細煤分選效果、減少環境污染的必由之路。浮選過程的藥劑控制、給礦量流量/濃度檢測、空氣發生器控制、液位控制等方面都需要進一步展開研究。在后續的工作中,需要在硬件設備選 型、控 制 模型/算法優化、全過程的自動化/智能化以及遠程監控等方面進行更深入的研究。